Two metal pieces are welded together at their joined edges to produce the connection. An essential characteristic of a butt joint is that the metal which undergoes welding stays inside the connected surfaces and the workpieces’ surfaces are all parallel. As a result, the workpieces are virtually parallel to one another and do not overlap, unlike lap joints. Knowledge and experience are essential when it comes to making high-quality welds. The fillet weld and the butt joint weld are the only two fundamental kinds of continuous welds. Many welders will tell you that there are more, but that they are all variations on the fillet or butt weld.
Butt Joint Diagram
Different grooves may be made in the metal depending on the thickness of the components. For more substantial metals, it is necessary to prepare the groove or weld edge. For instance, a V groove, J groove, or U groove are various types of grooves that may be distinguished by their specific shapes. Whether a fully penetrating or partially penetrating weld is required, different groove configurations must be used. You may use manual, mechanical, or automated welding techniques to complete a groove weld. Square butt joints are often used for welding thin sheets together without first preparing the weld edge.
Butt Weld Symbol
Welders are given more freedom in terms of the final look and the mechanical qualities of welds when standard symbols are utilized inside a design to direct them. The “ANSI/AWS” notation denotes that the US standard symbols follow the guidelines established by the American National Standards Institute and the American Welding Society. Butt Weld can be represented through :
Butt Welding Process
Two pieces of low-grade metal are joined in some way, usually by being fastened to a tabletop or wall fixture. In most cases, the distance between the metals will be around 1/8 inch (3 mm). The welder then feeds the filler metal into the gap while striking an arc, resulting in a pool of molten metal. After the pool has been carried down the joint’s length, more filler is poured into it in a steady stream. The space between the metals is there so that the molten metal may reach through the parts being bonded. Insufficient metal penetration may occur if the space between the two metals is too narrow. Too big of an opening causes a bulky seam on the reverse side. The degree of penetrability is also affected by the metal’s thickness. One or both of the top edges of metal items larger than 3/16″ are often chamfered. This may enlarge the opening, facilitating better metal flow across the material’s complete thickness. On the other hand, it may not be required to leave any space at all between the metal pieces if they are extremely thin.
Butt Joint Uses
Butt welding is a typical welding method that may be performed by a machine or by hand on steel. Brazing is an alternative to butt welding that may be used on copper. Pipe, factory structure, and flanges are only a few examples of the metal components which it is utilized to secure. A flange may be an internal or exterior reinforcement added to a material. Butt welding is a cost-effective method of manufacturing metal goods in industrial settings. This is because bending and reinforcing the metal framework would increase the price of the finished product beyond what it would cost to simply weld the two parts together. To perform a butt weld, two pieces of metal must be heated, pressed together, or all three. Maintaining penetration when welding the metal is essential, and this is achievable with thin pieces of metal, but big pieces may need edge preparation to weld well. Butt welds are considered full penetration when they are welded entirely within the parent (larger, stronger) metal. The best welds produced by butt welding will also be the most flawless. In order to do this, the amount of heat used must be reduced, hence shrinking the weld. To keep the weld as strong as possible while yet keeping costs down, twin butt welds are often utilized in commercial welding. There are two main techniques for making butt welds, and many other kinds of joins that may be classified as butt welds.
Butt Joint Advantages
Butt Joint Disadvantages
Types of Butt Joints
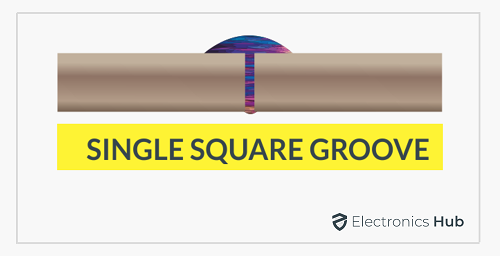
1. Square Butt Weld
Butt welds with a square groove are the simplest possible joint design. It is utilized on metals up to 3/16 in. thick, and in situations when the weld joint cannot withstand steady stress. Workpieces may be snugly fitted together or have a root opening depending on the desired joint type. However, the root opening may be essential, depending on the metal and filler used. The edges have not been rounded, beveled, or altered in any manner. They are not rounded off; instead, the weld is placed down the middle of the gap between the butted stock pieces. Aligning the base metal in the same plane is essential for the successful welding of a square groove. Root opening welding requires uniform gap continuity throughout the weld.
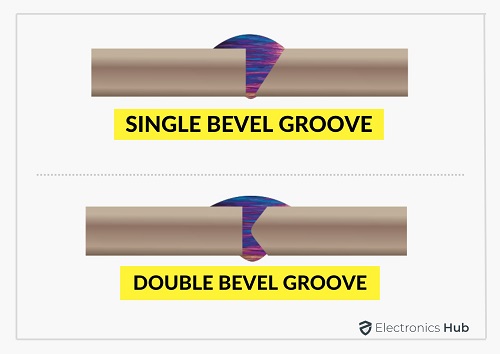
2. Single and Double Bevel Butt Weld
To create a single bevel joint weld, one of the metal plates must be beveled to a predetermined angle or one chosen by the welder. The second metal component keeps its square edge. Both the metal’s thickness and the size of the finished bead should influence the bevel’s angle. The squared metal piece might be penetrated more easily with the help of a root aperture.
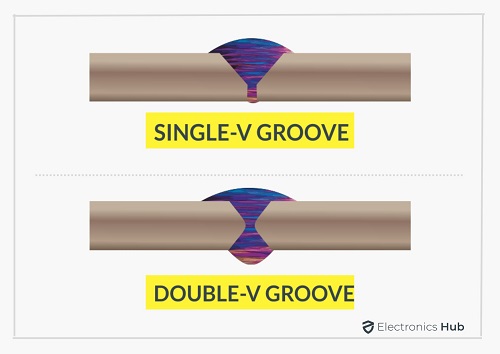
3. Single and Double V Butt Weld
The V groove butt weld design is similar to a double bevel joint. Beveling both pieces of material will create a V-shaped gap between them. It’s the go-to for butt welds since it allows for maximum penetration and is the most prevalent joint design. This butt weld joint should be used if the material to be welded is thicker than 3/16 inches. The bevels may be fabricated with little effort. The edges of metal may be smoothed with a mechanical beveler or a standard angle grinder. Nevertheless, a plasma torch or an oxy-acetylene setup is quicker for beveling edges that are thicker than 3/8 in. Additional filler metal is needed for the V groove joint design. The cost of the project will rise due to the TIG alloy filler material used if unusual metals are being used. V groove welds are more expensive than single bevel and square butt welds because of the extra time and materials required to prepare and fill the grooves. These welds are the industry standard and may be found in every welding project. Pipe and structural steel welding are common uses.
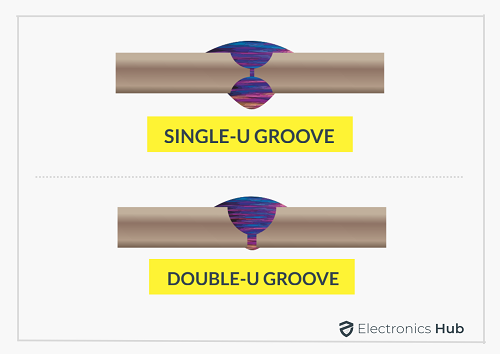
4. Single and Double U butt Weld
Unlike the V groove, which has a V-shaped space between its components, the U groove has a U-shaped gap. The edges need a concave treatment, which is challenging without the right tools. It’s not as common as the V groove, but it’s employed when a price cut is more important than general applicability. When the metal is prepared for U groove butt welding, less filler material is needed to fill the groove. However, this setup calls for an expert operator. Because of the joint’s skewed orientation, more dexterity in managing the weld puddle, arc, and filler material is required. The U groove may also suffer reduced residual stress since less filler metal was deposited. In addition, the weld will be more durable and resistant to deformation and cracking. The cost of any necessary heat therapy to alleviate stress will also be reduced.
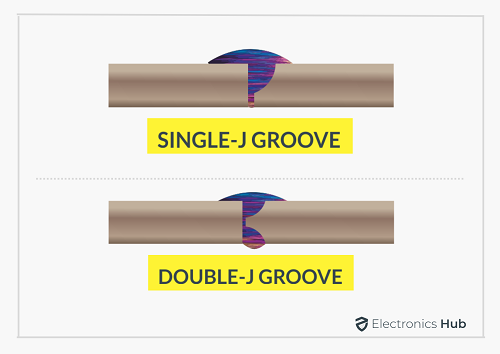
5. Single and Double J Butt Weld
The J groove is “half” of a U groove, much as the joint design of a single bevel is “half” of the V groove. It has a similar purpose to the U groove butt weld and is similarly challenging to make and weld. It takes a high level of expertise and is only cost-effective if the money saved on filler metal is more than the extra money spent on machinery and labor. It’s recommended to weld the J groove butt joint horizontally, with the perpendicular edge on the bottom. But even then, a skilled welder is required to insert the electrode at an angle into the groove, moving it upward toward the vertical face.
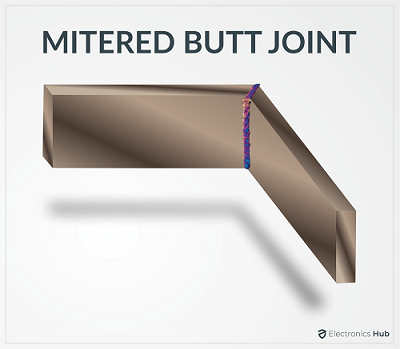
Mitered Butt Joint
Two components meet at a right angle to one another at a miter junction. The two end points of the board are cut at 45-degree & placed next to each other. This makes a corner frame that can be seen as a frame for paintings and pictures. When you cut a butt joint in half, you get a miter joint. A miter joint is used in each corner of a picture frame, and you may easily identify it by looking at the frame. The two halves of the joint come together to form a point.
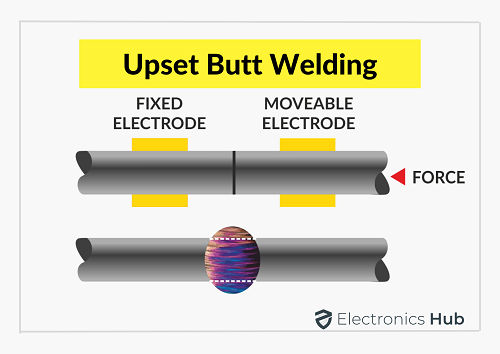
Upset Butt Welding
Discontent or Opposition Smaller cross-sectioned nonferrous materials like bars, rods, tubes, wires, etc. are ideal candidates for Butt Welding. Coalescence occurs concurrently along the joint in this form of welding due to heat created by electrical resistance via the region where the surfaces are in contact. It is essential to provide pressure, and the use of heat begins before the actual heating phase and continues throughout the procedure. Steel rails, capsule tops, tiny containers, etc. all exhibit examples of upset welding.
Square Butt Weld
Using this joint design requires metal parts with a thickness of 3/16 inches or less, making it the simplest joint option. While square butt welds may withstand significant stresses, they shouldn’t be subjected to chronic strain. No further work, such as beveling or chamfering, is required on the edges of the two components. When welding thin metal, square butt welds may be used to achieve complete penetration.
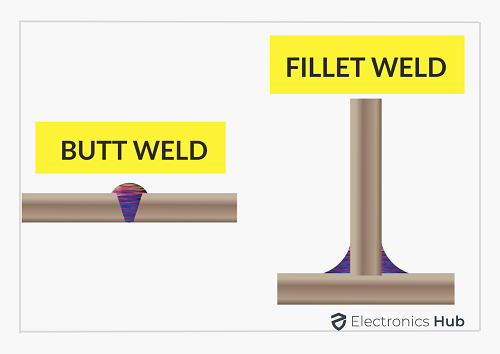
Butt vs Fillet Weld
Unlike a fillet weld, which unites components that aren’t on the same plane, a butt weld does. There are basic differences in their techniques of construction, although to the untrained eye they appear the same. This post will explain both butt and fillet welding and highlight the key distinctions between the two. The metal components to be joined in a fillet weld are brought together at an angle, often perpendicular to one another. For joints where the two components are parallel but not in the same plane, such as a tee or lap joint, this is the best option. Because of its various benefits, fillet weld is widely used in the building sector. To begin, it is easy and cheap to implement since it needs little to no surface preparation. A butt weld is made by welding along the connection of two metal components that are placed end-to-end. The workpieces must be flat and parallel to one another for this procedure to be successful.
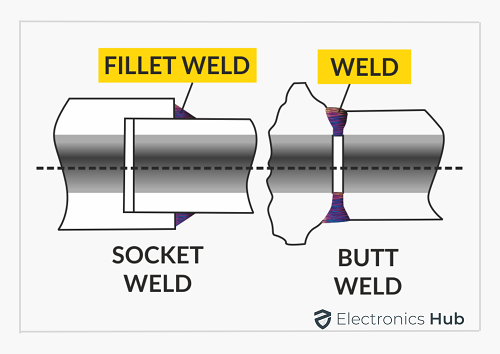
Butt Weld vs Socket Weld
Taking into account the whole cost of design, testing, installation, and maintenance, butt welds are more costly than socket welds when working with pipes of smaller diameters. With regards to assembly, maintenance, and installation, socket joints are far more cost-effective than welds. Socket welds, which may be used to join pipes of varying diameters, are an option when size is a consideration. Butt welds, on the other hand, are often utilized for larger-diameter pipes. To properly fill the welding bead while butt welding, the terminal material must be beveled at an angle between 30 and 37.5 degrees. For very thick walls, a complex beveled tip is also required. When doing a socket weld, a bevel is not necessary and the piece may be welded straight on. Socket welds have fillet welds at their joints.
Butt Welding Machine
A high-quality Butt Joint machine will have precise welding pressure and robust welding power. A Butt welding machine’s essential components are a housing box, a control unit, an electric facer that can be removed for cleaning, a set of inserts, and a set of clamps. Welding equipment costs are higher for larger weld diameters because of the proportion of machine to weld area required. The butt welding machine can join HDPE, PP, or PVDF pipes and fittings with a diameter of 40-2800 mm at pressures of 4-32 Bar. It complies with the international standard ISO 12176 – 1, and it offers powerful, simple, and serial welding with the quickest set-up procedure possible. Because of its lightweight design, butt welding makes any task a breeze to complete. The devices have an optimal operating pressure of 150 Bar and can function between 10 and 40 degrees Celsius.
Conclusion
Learning the right technique for welding a butt joint is essential for every welder. Fortunately, it’s the simplest sort of weld joint to learn, and unlike U and J grooves, it seldom needs special treatment outside of a professional setting. Comment * Name * Email * Website
Δ
![]()
![]()
![]()
![]()
![]()

